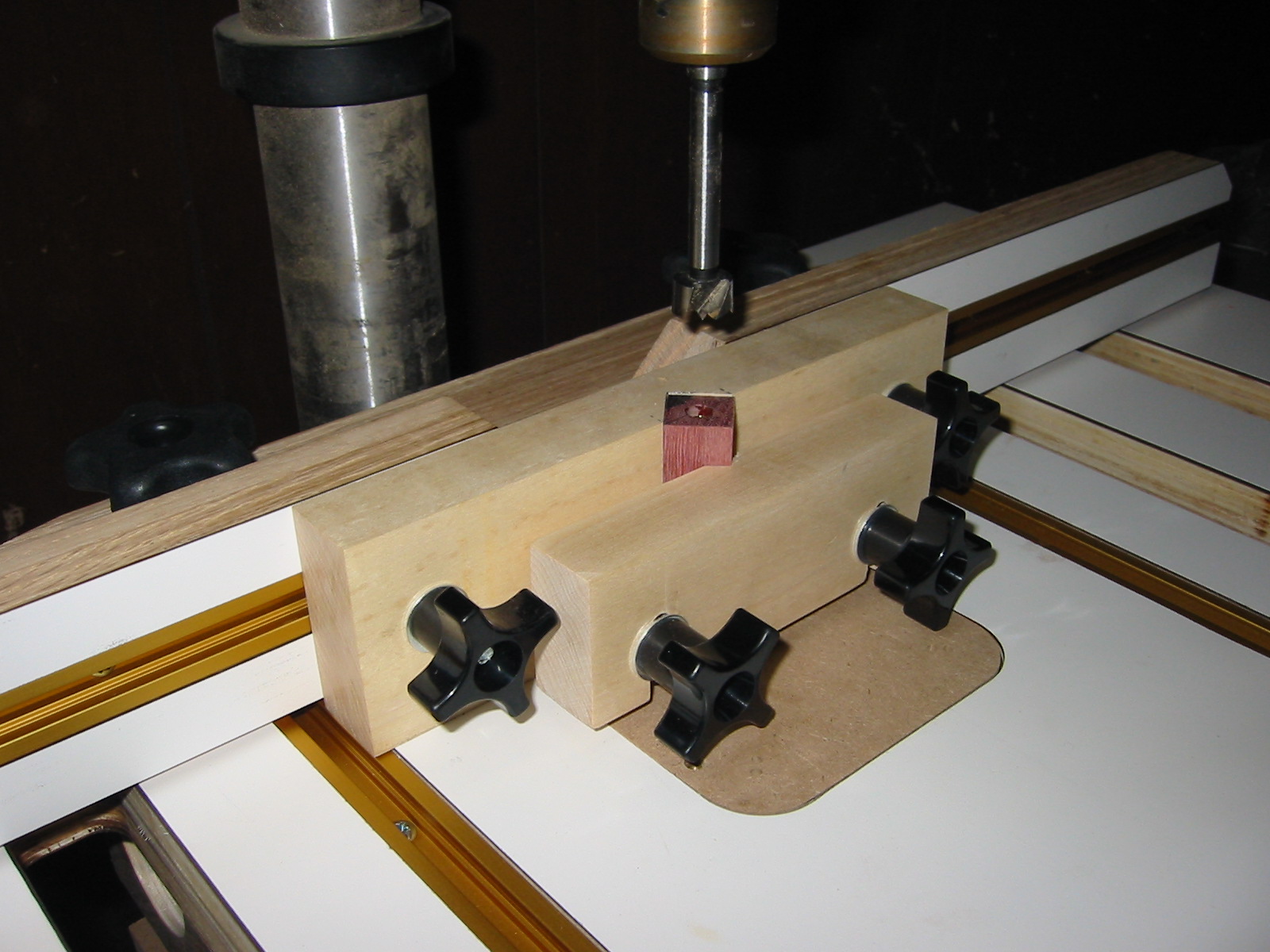
What makes this work, I think, is that the jigs is held firmly on the drill press table's fence. This allows the positioning of the blank to be consistent between drilling and milling. I'm not sure that the simple hand-held squeeze-type drilling vises would give the required accuracy.
Note that the corner of the blank that sits against the back of the jig is marked. It's important that the blank is placed in the same position for milling as it was for drilling. If the hole isn't perfectly parallel to the blank, it doesn't matter--it's off by the same amount for both operations, making the end square to the hole, not the blank.